Методы и практика использования термоусаживающихся манжет для герметизации стыков ППУ труб
Надежность трубопроводных систем, транспортирующих теплоноситель, нефть или газ, напрямую зависит от качества изоляции. Сварной стык является наиболее уязвимым местом любой магистрали. В заводских условиях тело трубы покрывается экструдированным полиэтиленом или пенополиуретаном (ППУ), однако зона сварки изолируется непосредственно в полевых условиях. Наиболее эффективным методом защиты этого участка признано использование термоусаживающихся манжет. Данная технология обеспечивает герметичность, сопоставимую с основным заводским покрытием, предотвращая почвенную коррозию и механические повреждения.
Принцип действия основан на свойстве «памяти формы» сшитого полиэтилена. При нагреве материал стремится вернуться к первоначальным размерам, плотно обжимая трубу, в то время как термоплавкий адгезив заполняет все микронеровности рельефа, создавая монолитную структуру.
Критерии выбора изоляционных материалов
Выбор конкретного типа манжеты зависит от диаметра трубопровода, условий эксплуатации и температурного режима носителя. Основа изделия — радиационно-сшитый полиэтилен, обладающий высокой механической прочностью и стойкостью к ультрафиолету. Внутренний слой состоит из адгезива или мастики, которая при нагреве переходит в вязко-текучее состояние.
Качественная изоляция стыка должна обеспечивать адгезию к стали не менее 35 Н/см и к полиэтиленовой оболочке не менее 50 Н/см при температуре испытания 23°С. Снижение этих показателей ведет к отслаиванию покрытия и проникновению грунтовых вод к металлу.
Существуют манжеты для труб с ППУ изоляцией и для труб с двух- или трехслойным полиэтиленовым покрытием (ВУС). Для первых критически важна совместимость с компонентами пенополиуретана, для вторых — высокая адгезия к заводскому полиэтилену. Инженерам, которым необходимо купить манжета мт для обеспечения долговечности магистрали, следует обращать внимание на коэффициент усадки, который обычно составляет не менее 15-20%.
Ниже приведена таблица с основными характеристиками, на которые опираются специалисты при подборе материалов:
| Характеристика | Стандартное значение | Значение для усиленного типа |
|---|---|---|
| Прочность на разрыв | 15 МПа | 20 МПа |
| Относительное удлинение | 400% | 600% |
| Температура хрупкости | -60°С | -60°С |
| Температура усадки | 110-120°С | 110-140°С |
Подготовка поверхности трубы
Самый важный этап, от которого на 80% зависит успех изоляционных работ — это подготовка. Даже самый качественный материал не сможет обеспечить герметичность, если наносится на грязную или влажную поверхность. Процесс начинается с механической очистки зоны сварного шва. Необходимо удалить окалину, ржавчину и грязь. Для этого используются металлические щетки, шлифовальные машинки или пескоструйное оборудование, обеспечивающее степень очистки не ниже Sa 2.5.
Края заводской изоляции зачищаются и обрабатываются для создания шероховатости, что улучшает сцепление. Обязательным этапом является сушка и подогрев трубы газовой горелкой до температуры 60–110°С (в зависимости от рекомендаций производителя конкретной манжеты). Это удаляет конденсат и активирует поверхностные слои для лучшей адгезии.
Технология монтажа и контроль качества
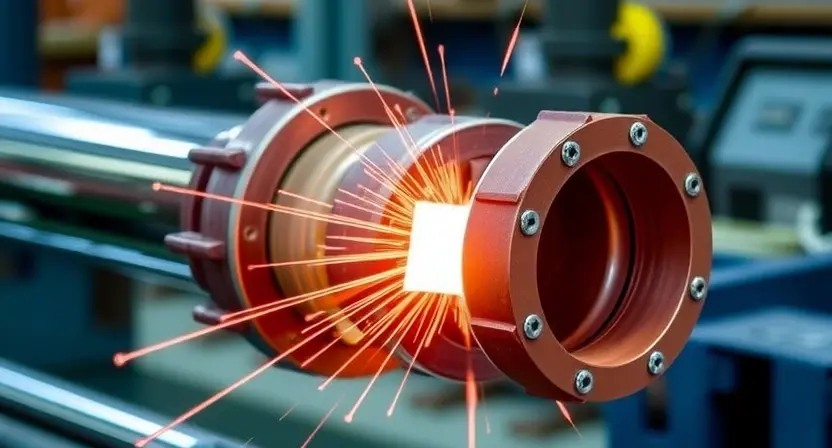
Процесс установки термоусаживающейся манжеты требует строгого соблюдения температурного режима. Перегрев может привести к деструкции полиэтилена, а недогрев — к отсутствию герметичности. Монтаж начинается с наложения замковой пластины, если манжета поставляется в виде ленты, оборачиваемой вокруг трубы. Пластина фиксирует края, образуя кольцо.
Усадка производится с помощью пропановой горелки мягким желтым пламенем. Нагрев начинают от центра манжеты, плавно перемещаясь к краям по окружности. Это позволяет вытеснить воздух и избежать образования пузырей. В процессе нагрева по краям изделия должен выступить расплавленный адгезив, что служит визуальным индикатором правильной установки.
Запрещается производить усадку при сильном ветре или дожде без использования защитных укрытий (палаток). Резкое охлаждение или попадание влаги под манжету в процессе монтажа сделает изоляцию непригодной к эксплуатации.
После завершения нагрева поверхность прокатывают силиконовым роликом для удаления возможных воздушных включений и обеспечения плотного прилегания, особенно в зоне нахлеста на заводскую изоляцию и в области сварного шва. Готовый стык должен остывать естественным путем. Принудительное охлаждение водой не рекомендуется, так как это может вызвать внутренние напряжения в материале.
Финальный контроль качества включает визуальный осмотр на отсутствие прожогов, пузырей и складок, а также инструментальную проверку диэлектрической сплошности покрытия искровым дефектоскопом. Правильно смонтированная манжета образует единый защитный контур с телом трубы, обеспечивая срок службы теплотрассы или газопровода до 30 лет и более. Подробнее можно узнать на сайте производителей изоляционных материалов.
Вопрос-ответ
Что такое термоусаживающиеся манжеты и для чего они применяются в стыках ППУ труб?
Термоусаживающиеся манжеты — это оболочки из радиационно сшитого полиэтилена с внутренним слоем адгезива, которые надёжно герметизируют стык трубы при нагреве. Они обеспечивают защиту стыка после сварки, сопоставимую с заводским покрытием, предотвращая проникновение грунтовых вод, коррозию и механические повреждения.
Как выбрать подходящую манжетy для конкретного участка и условий эксплуатации?
Выбор зависит от диаметра трубы, типа изоляции (ППУ или ППУ с ВУС), условий эксплуатации и температурного режима носителя. Обращайте внимание на: адгезию к стали не менее 35 Н/см и к полиэтилену не менее 50 Н/см при 23°С; коэффициент усадки (обычно 15–20%); совместимость с пенополиуретаном для ППУ-изоляции и высокая адгезия к заводскому ПЭ для ВУС. Также учитывайте диапазон рабочих температур и возможность эксплуатации при −60°С.
Как правильно подготовить поверхность трубы перед монтажом манжеты?
Необходимо механически очистить зону сварки до чистого металла, удалить окалину и грязь с помощью щёток, шлифовального инструмента или пескоструя (SA 2.5). Затем зашкурить края заводской изоляции для лучшего сцепления, просушить и подогреть трубу до 60–110°С (по рекомендациям производителя). Это удаляет конденсат и активирует поверхности для адгезии.
Какие основные принципы монтажа и контроль качества после установки манжеты?
Монтаж начинается с фиксации замковой пластины и равномерного нагрева сварной зоны и манжеты пропановой горелкой до вытеснения воздуха. Нагрев следует начинать из центра и перемещаться к краям, чтобы адгезив выступал по краям. Не устанавливайте при сильном ветре или дожде без укрытий. После нагрева поверхность прокатывают силиконовым роликом, стык охлаждается естественным образом, не применяйте принудительное охлаждение. Контроль включает визуальный осмотр на отсутствие прожогов, пузырей и складок и использование искрового дефектоскопа для проверки диэлектрической сплошности.
Новый вопрос по теме?
Как выбор типа термоусаживающейся манжеты влияет на трудоемкость монтажа и сроки обслуживания в полевых условиях при высоких ветровых нагрузках и ограниченном доступе к источникам нагрева?
Ответ: Выбор типа манжеты (стандартной vs усиленной) влияет на такие факторы, как требуемая температура нагрева, толщина стенки и способность герметично растягиваться и образовывать адгезивный слой. Усиленные манжеты обычно требуют более равномерного нагрева и могут потребовать большего времени перед началом усадки, чтобы избежать перегрева и деформаций. В условиях ветреной погоды теплопотери и охлаждение поверхности возрастают, что может замедлить усадку и снизить качество сцепления; поэтому для таких условий предпочтительнее выбирать манжеты с более устойчивой к температурным колебаниям адгезией и меньшей чувствительностью к локальным перепадам температуры, а также обеспечивать дополнительную защиту от сквозняка, использовать меньшую скорость перемещения горелки и проводить контроль качества через визуальные индикаторы расплавленного адгезива по краям. В целом, в полевых условиях лучше иметь запасные манжеты и инструментальные наборы, позволяющие ускорить цикл монтажа без снижения качества герметизации.